摘要,探讨了使用传统焊接方法焊接现代高强度钢时出现的几个问题。由于埋弧焊具有良好焊透性,应用这种焊接工艺可以用较少的焊接材料完成厚截面钢板的焊接。但是,由于此种焊接工艺的高稀释性,在焊接低碳和微合金的管材时就必须使用更高合金含量的焊丝以保证焊缝金属获得较高的强度。本文对新型高合金成分的焊丝进行的研究表明,在焊管车间和铺设管线工地使用的焊丝必须与焊接方法同步发展。本文介绍了用冷焊丝气体保护电弧机械自动焊进行焊接的一些实验。使用气体保护电弧机械自动焊来焊接管道的环焊缝,可以利用下向焊接工艺进行焊接非常窄小的复合斜开坡口,这样焊接热量可以迅速导出,从而使低碳焊缝也能满足高强度钢的需要。在焊接管道接头时则不同,如果还使用下向焊接就会出现焊接坡口对接不精确问题,所以经常需要使用上向焊。要使管材既有良好的可焊性,又有较好强韧性及抗氢致开裂能力,是一件很困难的事情,但是这几年来这方面已经取得了很大的进展。最新的发展,如使用激光或混合激光焊接管线,比我们想象的还要接近商品化,为此焊接材料生产商近些年来就忙于生产这些材料。
钢的微合金化给用户带来了很多好处,它使得材料在低合金条件下可以获得较高的强度。由此产生了新一代的廉价的强韧钢材,同时这种钢材还具有非常好的可焊性。然而,对于焊接材料生产商来说,焊缝金属要想达到这么好的性能要付出很高代价,因为他们不能通过,,,,热轧工艺来提高焊缝金属的性能,而不得不依赖传统的合金化方法来提高焊缝的性能。而且一些现代管线钢以应变为设计准则,因此要求焊缝金属必须比被焊钢管母材强度高。结果导致今天的焊缝金属通常都比母材的合金成分高,因而,氢致开裂敏感性也提高了,所以生产商们真正面对的挑战是如何使焊缝金属获得良好的强韧性配合。本文讲述了在高强度管线钢的制管缝焊和铺设管线的环焊中如何解决这一问题。
中使用最小屈服强度为,,,Ⅷ,的焊接钢管建造了一条高压水管线,只发生了少量焊接问题,从而形成了会有更多的工程会采用这种强度管线钢的看法。,,,,年大西洋海洋船舶公司在西弗吉尼亚一条管线中铺设了一段管材强度为,,,,,屈服强度,,,,,,,,长度为,,,,的试验性管道,现在这条管道仍在正常运行。这些钢管都需经过淬火回火热处理,不难找到可以焊接它们的手工电弧焊条,这些焊条具有与这些钢相似的总合金含量。当时对于管道的环焊缝没有要求强度过匹配。当然,对高压水管线没有要求环焊接头强度高于钢管母材,高强匹
问题性质与,,年前解决的问题不同。这些问题的出现部分地是由于使用了可焊性太好的钢管,因为这种低合金含量的钢管使得焊缝的稀释率增加,焊缝熔敷金属的合金元素和碳含量都降低了,,所以要想提高焊缝强度很困难。在阿拉斯加、加拿大和西伯利亚的地下管线因为遭受季节性的冷冻,所以要考虑管线由于冻胀所产生的纵向拉伸,因此必须采用应变设计准则设计管线工程。焊缝金属的强度不仅必须超过母材的最小名义屈服应力,而且必须超过管材的最高的断裂强度。目前,,,管线钢管最高断裂强度估计为,,,Ⅷ,。
一方面由于快速铺设管线的经济性要求,另一方面由于旧焊接工艺不再适用于焊接高强度管线钢,导致了机械化气体保护电弧焊接被管线工程普遍采用。气体保护电弧自动焊被如此成功地应用于管线工程,以至于在过去的,,年里被广泛地推荐使用的其他焊接方法,如摩擦焊、电子束焊、磁力电弧焊、激光焊、闪光焊和爆炸焊等等,都不能代替它。
气体保护电弧自动焊的一个优点是在下向焊焊接接头时具有热输入小的优势。焊接时能快速冷却,△,。,,约为,,,,。因此尽管焊丝中合金元素锰不超过,,,,,硅含量不超过,,,,,,焊缝金属的屈服强度却可能超过,,,,,,。在实际焊接,,,,或用于应变设计的,,,管线钢时,常选用含,,,,和,,,,,,的焊丝。但在主干管线的焊接方面则很少考虑使用这种焊丝。焊接管线钢接头时,因为不能在管子内部使用夹具或重开坡口,这样就会使装配公差产生更大的变动,常采用按传统方法的上向焊方式。采用上向焊时焊接热输人高,焊缝金属的强度可能低于,,,,,,,,—,标准所报道的强度。
铺设海上管线最先是使用金红石,氧化钛,焊剂的药芯焊丝来焊接管道接头,很快陆上管线也使用这种焊丝进行焊接。陆上管线钢强度可以高于,,,,比英国常规使用的管线钢强度更高。厂家过去经常接触的是低强度钢,对高强度钢的控制知识不了解。最初,使用含,,,,和,,,,,,的焊丝,严格控制热输入和层间温度进行焊接测试,结果表明能很好地满足,,,管线钢的焊接要求。然而厂家在实际焊接时热输入太高,屈服强度达不到,,,,,,,所以焊丝中常加入,,,,,,、,,,,,,和,,,,,,,,,。这个成分的焊丝对焊接参数的要求不严格,可以允许焊接参数有较大的变动,因此被厂家广泛采用。,,年前,人们认为,,,,,,,,,,,的屈服强度就是金红石,氧化钛,药芯焊丝在实际焊接中能达到的强度极限,因为用来减小液滴表面张力使其铺开所必需的含氧量过高,所以不能获得满意的韧性。现在经过脱氧的焊丝可使焊后屈服强度达,,,,,,以上,其中一种已被成功地用于,,,,的接头焊接。
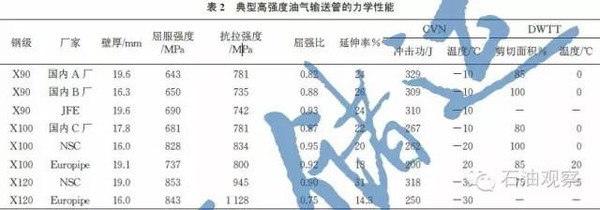
表,中给出了一系列高强度钢。第一种是淬火回火钢,在,,世纪,,年代英国海军造船厂用它建造潜水艇。第二种钢与第一种强度相同,在,,,,,,,,,年间用于在鲁尔地区修建第一条,,,管线引,。第三种钢是最近在,,,,实验室测试的现代,,,管线钢。在更高强度水平的钢中,第一种是淬火回火钢,已被广泛使用了,,年,在最近的联合工业项目中仍然发挥着很好的作用。第二种钢是经,,,,工艺处理的,,,,管线钢,它的成分已公开发表旧,。在这两个强度级别的钢中,随着年代推,,, 可焊性
焊缝金属的屈服强度高于管体获得现在日益增多要求的高强匹配焊接接头。在正火钢中,碳含量对屈服强度的影响很小,但在焊缝金属中,碳含量有很强的强化效果。这种强化效果是不能为从,,,,钢中稀释进的过多的锰所补偿的。生产厂家已申请了超低碳贝氏体焊料的专利,,,,这些焊料可能会提高焊缝的强度,但是要想获得更高的强度,还需要进一步提高其中的镍和钼的含量。
测量了典型,,,不锈钢在焊接时的热量。发现奥氏体钢因为热导率低,所以它的冷却速率比低合金钢低,,,。 图,表明在给定的电弧参数和焊接速度下,冷焊丝气体保护机械自动焊接增加了焊缝横截面和熔敷速率,但不影响冷却速率,,,, 因此冷却速率可以通过降低热输入来提高,并同时保持生产效率。冷焊丝气体保护机械自动焊接用于高强度钢管的焊接还处在初期应用阶段,这种技术更有望用于焊接双接焊缝。
与环焊一样,管线钢管的埋弧焊接也是一个高稀释过程,焊缝强度和韧性也会减弱。因为管线钢管的埋弧焊接通常按应力准则进行设计,这个问题可以有所缓解。然而,管子在被冻胀或卷曲时发生管线的纵向伸长,会使得强度欠匹配的埋弧焊接的环焊缝金属产生严重的应变, 由于周围应力不应超过管子的名义屈服应力, 因此埋弧焊接的纵向焊缝必须实现高强匹配。强度匹配并不是主要的问题,焊接热影响区才是个难题。现代,,,,钢通过严格控制轧制规程和冷却速度来获得高强度,焊接热影响区的热输人高, 因此热影响区可能由于软化,强度正好低于不受热影响的母材的强度。这种现象可能是决定缝焊工艺的关键。
用碱性焊剂焊接高稀释的焊缝都存在一个问题。众所周知,焊缝中针状铁素体需要在非金属夹杂物上形核。尽管形核机理不是当时想象的那么简单,但是钛的低价氧化物的存在对于针状铁素体的形成是特别有利的。非常纯净的母材会减少焊缝中夹杂的数量, 以至于铁素体难以形核。但如使用管状金红石药芯焊丝进行埋弧焊接,就可以向焊接熔池中加入氧化物,而且,利用钛的氧化物和其他强脱氧产物,使焊缝中的夹杂数量因为有了一个类似于水溶液中的酸碱缓冲,,,,,而不会因为母材的纯净化而骤减。含,, ,,,,、 ,,,,、 ,, ,,,,和,的焊丝
另外一个可以在管线钢中获得高韧性的方法是使调整焊剂的碱性与特定一炉钢匹配,从而使得用实心焊丝焊接时也能有最佳的夹杂含量。这是一种比使用管状焊丝更经济的方法,所以管状焊丝的用量目前只有几百吨,而不是几千吨。但是,如果需要提高焊接传热效率以避免焊接的热影响区发生软化时,管状焊丝焊接的技术是非常有用的。
长期以来,人们认识到镍能提高焊缝金属对高热输入的抗力, 因为镍在提高淬透性的同时,而不导致焊缝金属的二次硬化。含,, ,,,,的焊丝,在改变热输人大小和焊接道次间的温度的条件下进行焊接测试,结果成功地保持住了强度,没有受到热输入的影响,如图,所示。但是,还要做更多的工作来优化焊缝金属的韧性。
还要进行很多研究工作,才能完全了解中等合金水平焊接材料的冶金规律。这种合金水平的焊接材料比传统低合金焊接材料价格要昂贵得多。虽然, 中等合金水平的焊接材料有很好的强韧性,但是其抗热裂和抗氧致冷裂的能力还需要验证。管线钢的市场主要是向着更低碳和高生产力的方向发展,这将使得焊接材料成为开拓管线钢新产品的有力武器。
母材向着更低碳的方向发展,可以提高氢脆抗力,但同时叉带来一个,可题,那就是由于不能进行热机械趾理,所以焊缝中由于合金化程度高而对氢致冷裂更加敏感。 ,,世纪,,年代,焊接热影响区的氢致开裂问题十分严重。国家部门,如英国,资助了大的研究计划来寻找问题的起因,并设法解决。 由此产生,诸如,,,,,,和以后的,,,,,,—,等标准,这些标准告诉用户如何解决这个问题。 ,,年后,呼吁欧洲资助一个相似的研究焊缝的项目失败了,但是完成了另一个由芬兰、 日本和英国及莽兰政府基金资助的项目” ,。
在多层焊缝的熔敷过程中,氢会不断地从每一层熔敷焊道中向外扩散。多数的氢大体,都会扩散出去, 因为层间温度高,时间长。但是,在以前的实验室测试中发现,在延长层间时间等待焊缝自然冷却时,层间温度可能太低。现在,我们决定分别独立地改变层间时间和温度,在个别需要快冷的地方使用干冰,固体二氧化碳,来冷却焊缝。
在,,,, ,,厚的板子,开,,,,深的槽,并进行焊接, 同时板子刚性地与另一块同样厚度的板子夹持在一起, 以得到真实的强烈受约束结构所产生的应力,如图,所示。制作了专门的焊剂量斗, 以便把熔敷金属的氢水平控制在,,,,,,, ,,,,,, ,,×,,叫,,,, ,,,叫,,之间。焊条和焊丝要保证焊缝金属的屈服强度在,,,,,,,,,,之间。层间温度在,,,,,,,℃之间变化,层间时间开始在,,,, ,,,,之间变化,但是奇怪的是,首轮测试结果表明这些变量并不重要。所以接下来的系列实验中,层同时
间固定为, ,,,,,热输入则分别为,时詹蛐、, ,,, ,,、 , ,,, ,,,戚, ,,, ,,,。焊完搁置一段时间以后,在顶部焊道中就出现了离眼就可以看到的横向裂纹,标准,,,,,,—,指明在,,,以后对裂纹进行检测,但是后来发现在有些情况下,裂纹出现的时问比这还要晚,所以剩下的测试,时间延长到,天,也就是,,,个,。对结果的解释有很多的争议, 图,中给出了一种较有代表性的解释,很容易理解,也与早期的图表结果很一致。一般说来,对,,,,,,,,,的测试中, 即使焊缝金属的硬度值高达,,,,,,,,,, ,,,,的扩散氢含量不会导致焊缝开裂。这个硬度值足够,,,管线钢实现过匹配焊接。但是如果,,,,管线钢要实现过匹配焊接,氢含量还要进一步降低。
至少有两个关于氢致冷开裂的研究结果认为,焊缝金属中的每古量一旦超过某一个值,这个值在熔融金属中可能接近于,×,, ,,,裂纹的敏感性就完全决定于强度或硬度,但是低于这个值时,裂纹的敏感性就决定于微观组织“” ,。对,。焊接来说,遗既是一个挑战,也是一个机会,挑战就是如何把氢含量降到比这一过渡古繁低的水平,机会就是通过降低氢含量既可以得到高强度,叉不会导致裂纹敏感性增加。确定理想和非理想微观组织的工作已经开展了” 】 。针状铁翥体被认为是有益组织一点也不奇怪,但是并不希望有沿晶分布的马氏体奥氏体组织,,,,,尽管它们似乎并不会在这些氢含量极低的钢中对氢脆造成坏的影响。在生产中,为,提高强度而采取的合金化手段会增加,, ,组织的量。 以后制造商们如何利用这些研究结果是很值得研究的。
,,,,年,,,,开始研究将管状金红石,氧化钛,药芯焊丝用于激光焊,这与前面所讲述的管线钢缝焊时使用管状药芯焊丝的想法一样,主要是想增加焊接熔池中的钛的氧化物的含量, 以便于针状铁索体形核。在焊接材料中非金属材料占,,以下, 图,给出了以前所作研究的结果。一,,,自熔敷焊缝冲击韧性很差,焊缝金属的硬度超过了,,, ,,,,,加人填充焊丝可以使硬度减少人约,,个点, 同时提高强度级别和韧性,而且,填料的加,增加,装配公差和抗气孔及凝固裂纹的能力。在接下来的十多年里,生产的系列激光焊焊丝大约有,,种。这些焊丝都在实验室中进行了焊接测试,其中很多的结果都很好,但这些产品不能实现商业化。焊接工程师们对这种没有焊接合金材料焊接的前景并不看好,对重新引进标准材料及管状焊蛙的想法也不感兴趣。